Warning: Parameter 2 to eventbrite_venue_multi_event_search() expected to be a reference, value given in /home/users/djirousek/djirousek.hys.cz/web/wp-includes/class-wp-hook.php on line 324
Month: Červen 2009
Šoupátkový parní stroj- 2
Šoupátkový parní stroj – 2.
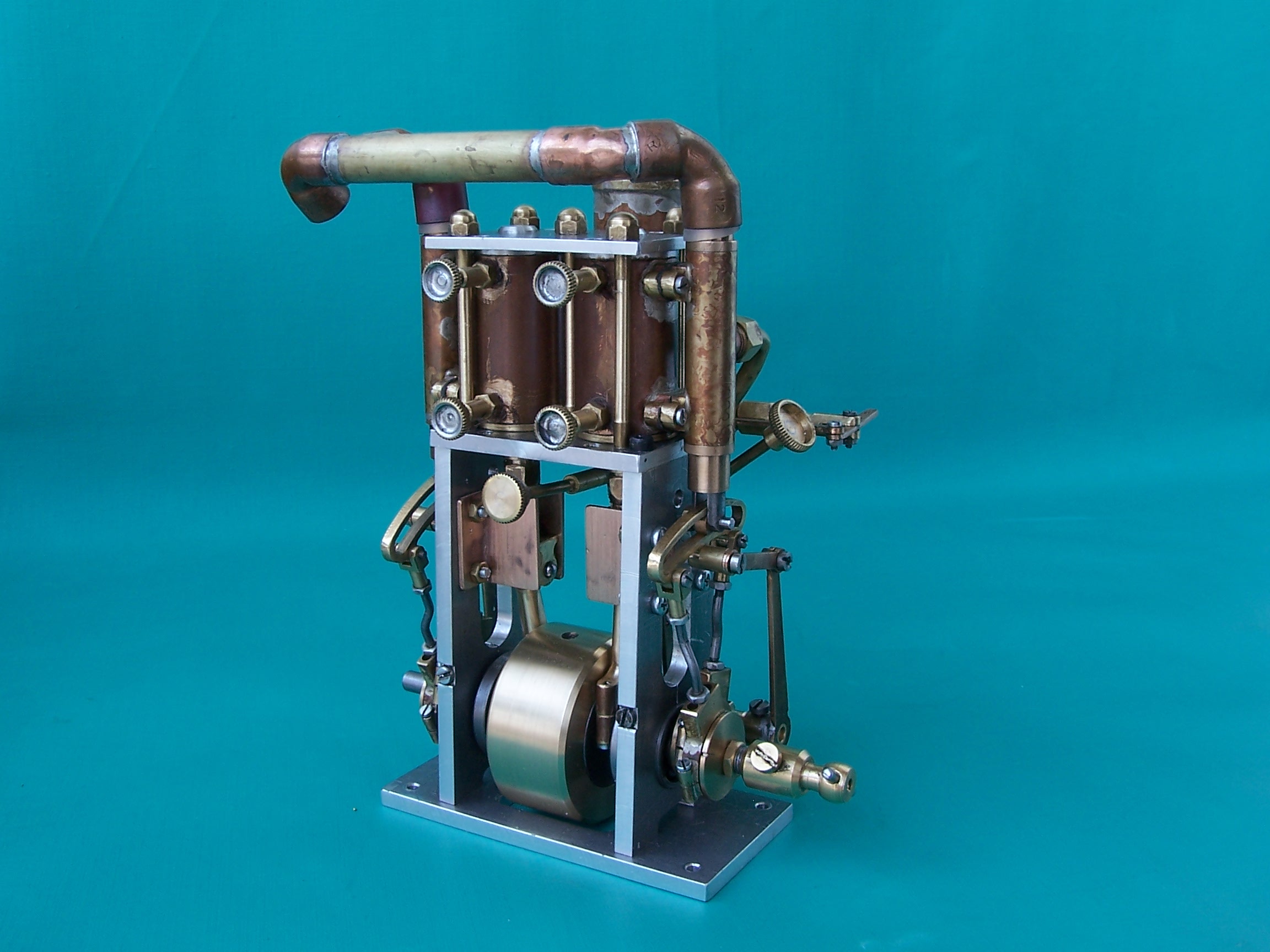
Tento stojatý šoupátkový dvouválec se poněkud liší od parního stroje, popisovaného v RCr 6 – 8 2007,a to nejen svou velikostí ,ale i provedením některých částí stroje. Pro snadnější spouštění stroje mají válce odvodňovací ventily. Pístní tyč prochází jen spodním víkem a je ukončená v pístu. Vidlice pístní tyče, která tvoří spolu s ojničním okem křižák, je proti vyosení zajištěna úhelníky, které vymezují její dráhu. Parní komora válcového šoupátka je k přírubám válce uchycena šrouby. Klikový hřídel je uložen v kuličkových ložiskách. Tento stroj má Stephensonův vratný kulisový rozvod páry. Písty mají průměr 19mm a zdvih je také 19mm. Pára z kotle je do válců stroje přiváděna válcovými šoupátky o průměru 8mm a zdvihu 6,1mm. Mazání válců a pístních tyčí je zajištěno kondenzační maznicí. Ostatní pohyblivé části stroje jsou mazány ručně. Maximální přetlak páry zatíženého stroje je 3 atp. Množství dodávané páry do válců je řízeno nejen nastavením kulis, ale především regulačním ventilem, který je ovládaný servem. Kvůli zjednodušení jsem některé díly stroje upravil, (maznici s potrubím, kulisy, táhla kulis, dělená oka ojnic,objímky excentrů a není použit šikmý odvodňovací ventil parovodu) a liší se od vyobrazení na snímcích.
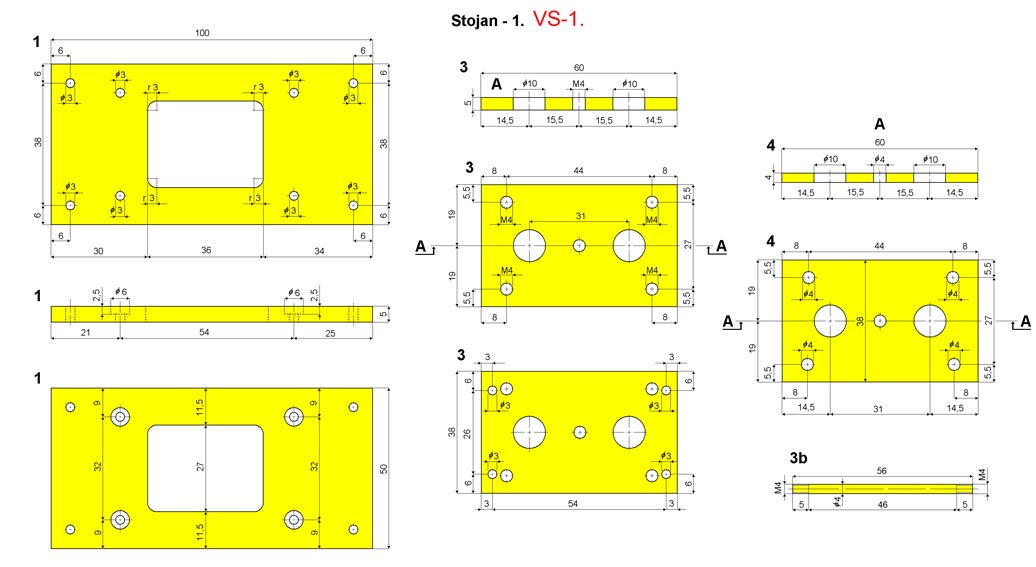
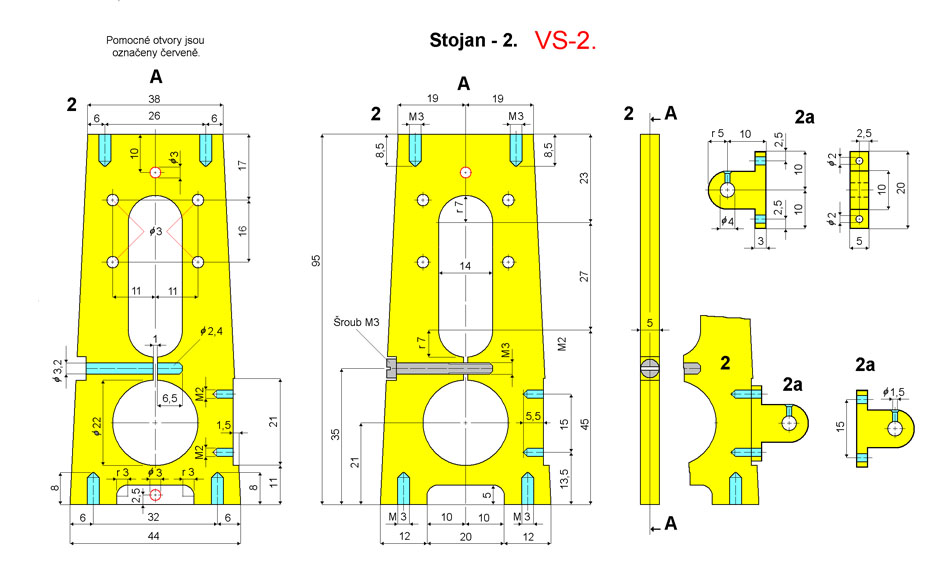
Stojan VS-1,Stojan VS-2,Pomocné úhelníky VS-2.
Základna: Díl 1 s díly 2 a dílem 3 které tvoří stojan stroje, jsou z duralu. Pro zajištění stejných roztečí otvorů u dílů 3 a 4 vrtáme oba díly společně, a po vyvrtání si je označíme, abychom díly vzájemně neotočily, mohlo by to ovlivnit usazení válců. U dílu 3 vrtáme pro závity M4 otvory o průměru 3,2mm. Materiál pro díly 2 uřízneme o 2mm delší (97 mm). Na jednom dílu označíme středy pomocných otvorů (obvody otvorů jsou označeny červeně), oba polotovary stáhneme malými svěrkami k sobě, pečlivě srovnáme vyvrtáme oba pomocné otvory o průměru 3mm. Před povolením svěrek stáhneme oba díly šrouby M3 k sobě a na jedno upnutí frézujeme obě kratší strany na míru podle výkresu. Dále si označíme středy 4 otvorů pro uchycení pomocných úhelníků, a střed pro otvor kuličkového ložiska (průměr 22mm). Pokud nemáme vyvrtávací hlavičku na větší otvory, bude lépe upevnit díly v soustruhu na pomocnou desku, pomocí koníku s otočným hrotem důlek pro otvor kuličkového ložiska vystředit, a po vyvrtání otvoru např.: 12mm, nožem dokončit na průměr 22,02 mm.Ložisko musí jít nasunout ale nemělo by mít velkou vůli. Po dokončení otvoru pro kuličkové ložisko upneme díly do svěráku a vyfrézujeme ovál. Označíme si všechny otvory, (oba díly 2 máme stále stažené šrouby M3 k sobě) pro M3 vrtáme průměrem vrtáku 2,4mm a pro M2 1,6mm. Po vyříznutí závitů vyjmeme šroub M3 který je pod otvorem pro ložisko. Oba díly upneme do svěráku a frézujeme vybrání podle výkresu. Zasunutím ložiska do otvoru si oba díly zajistíme proti posunutí. Na jednu čelní stranu 2 si narýsujeme skosení bočních stran a na frézce je zhotovíme. Pro hlavy šroubů M3 vyfrézujeme drážku podle výkresu a nesmíme zapomenout na proříznutí materiálu, mezi oválem a otvorem pro ložisko. Stažením materiálu šroubem M3 se ložisko zajistí proti axiálnímu posuvu. Ložiska 2a pro hřídel kulisy jsou z duralu a není je třeba popisovat, upevňují se šrouby M2. Pomocné úhelníky 2b jsou z mosazi. Montují se až po sestavení klikového mechanismu a válců.
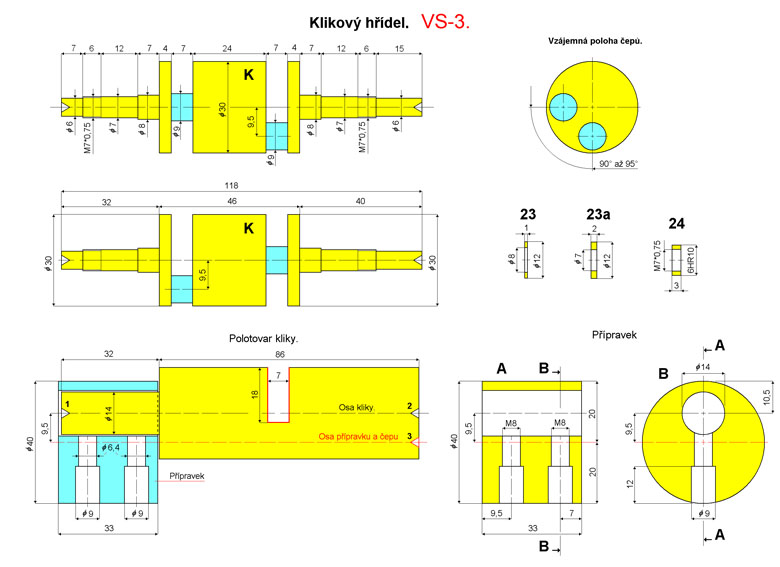
Klikový hřídel VS-3.
Nejprve si zhotovíme přípravek z tyče kruhové oceli o průměru 40 mm. Pečlivě zarovnáme čela a přesně označíme místo pro otvor o průměru 14 mm. Otvor je o 9,5 mm posunut mimo osu přípravku. Měříme a vrtáme pečlivě. Pokud „ujedeme“ např. o 0,5 mm, bude zdvih pístu o 1 mm větší nebo menší, podle směru úchylky a museli bychom upravovat víka. Vrtáme nejprve menším průměrem vrtáku a potom 13,8 a dokončíme výstružníkem. Otvor musí být vyvrtán kolmo na přípravek. Podle výkresu vyřízneme v přípravku dva závity M 8, které jsou pro šrouby k zajištění polotovaru klikového hřídele. Z tyče kruhové oceli o průměru 30 mm zhotovíme polotovar s průměrem 14 mm; nesmíme zapomenout na vyvrtání středícího důlku 1. Materiál o průměru 14mm musí jít do přípravku zasunout bez větší vůle. Polotovar kliky otočíme, upneme jej v soustruhu za průměr 14mm, vyrovnáme, aby neházel a vyvrtáme další středící důlek 2. Pak polotovar klikového hřídele zasuneme průměrem 14 mm do přípravku a řádným dotažením šroubů M 8 zajistíme jeho polohu. Na přípravku i klikovém hřídeli označíme ryskami vzájemnou polohu, nesmíme na to zapomenout, je to důležité! Přípravek zasuneme do čelistí univerzálky, opřeme jej o čelní stěnu a čelisti stáhneme. Zkontrolujeme zda přípravek nehází, a pro jistotu čelisti ještě dotáhneme. Do polotovaru klikového hřídele vyvrtáme středící důlek 3, do něj zasuneme otočný hrot koníku a mírným přitažením polotovar zajistíme. Pro vytočení klikového čepu použijeme upichovací nůž o délce pracovní části min. 21mm a šířce 3mm. Pokud je to možné, povolíme u soustruhu řemen aby při „zakousnutí“ nože mohla řemenice proklouznout a neulomil se nůž. Opracování klikového čepu si můžeme usnadnit odfrézováním materiálu označeného na výkresu polotovaru červeným orámováním. Soustružit začneme čep, který je blíže ke koníku. Nožem přejíždíme z jedné strany 7mm mezery na druhou, přimazáváme olejem a s citem ubíráme materiál. Při dokončování můžeme na každé straně stěnu o 0,1mm zarovnat, aby měla mezera šířku 7,2 mm. U přípravku povolíme šrouby M8 (přípravek máme stále upnutý v universálce) a klikový hřídel z přípravku vyjmeme.Na posuvném měřítku si nastavíme 21,5 mm a šroubkem míru zajistíme. Špičku jednoho ramene posuvného měřítka vložíme do rysky, kterou jsme udělali na polotovaru klikového hřídele, a špičkou druhého ramene uděláme na polotovaru kliky druhou rysku. Délka tětivy 21,5 u průměru 30 mm zajistí rozevření klikových čepů kolem 93°. Touto novou ryskou nastavíme polotovar klikového hřídele na rysku, kterou jsme si označili přípravek. Polohu klikového hřídele v přípravku zajistíme řádným dotažením šroubů M 8. Po dotažení ještě zkontrolujeme rysky, musejí být přesně proti sobě. Vyvrtáme středící důlek, označíme si ryskami vzdálenost druhého čepu a opakujeme stejný pracovní postup jako u prvního čepu. Po dokončení druhého čepu sejmeme přípravek z klikového hřídele. Průměrem 14 mm zasuneme klikový hřídel do univerzálky, upneme jej za průměr 30 mm, srovnáme a za použití malé síly (aby se nedeformoval) jej zajistíme otočným hrotem. Průměr 30 mm stočíme v délce 40 mm na průměr 11 mm. Ubíráme po malých třískách,abychom nepoškodili čep. Klikový hřídel otočíme a za průměr 11 mm jej upneme do univerzálky a otočným hrotem za použití malé síly zajistíme. Podle výkresu materiál opracujeme. Měříme mikrometrem. Průměr 8 mm dokončíme páskem jemného brusného papíru tak, aby měl 8,00 mm. Po vyříznutí závitu klikový hřídel otočíme, upneme jej za průměr 7 mm a otočným hrote zajistíme. Podle výkresu opracujeme i tuto stranu stejným způsobem.
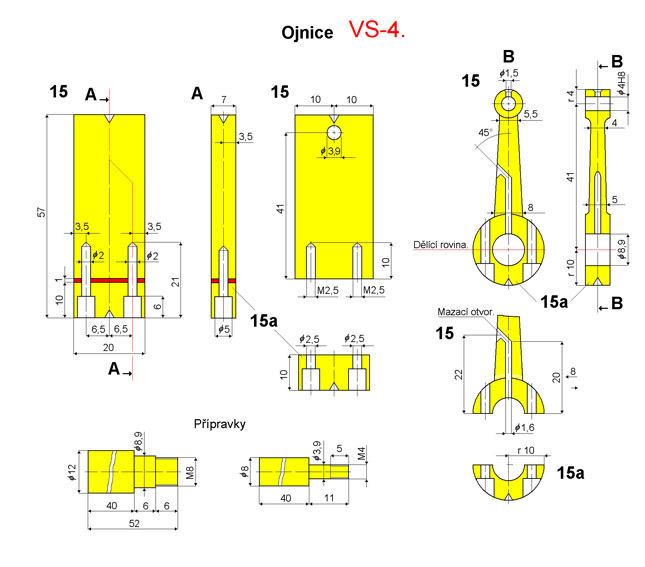
Ojnice VS – 4.
Ojnici 15 zhotovíme z ploché mosazné tyče. U průměru 2 mm je nutné dodržet rozteče a u průměru 5 mm hloubku zapuštění. Středící důlky nám poslouží při upnutí materiálu mezi hroty soustruhu. Na výkrese je červeně vyznačena dělící rovina. Než provedeme řez pilovým kotoučem, označíme si materiál tak,aby se při sestavování díly vzájemně neotočily. U dílu 15 a převrtáme otvory o průměru 2 mm na průměr 2,5 mm a u dílu 15 vyřízneme závity M 2,5. U otvoru 3,9 mm dodržíme míry podle výkresu. Oba díly sestavíme označením k sobě a stáhneme šrouby M 2,5. Označíme místo pro otvor 8,9 mm a důlek vrtáme přesně do středu dělící roviny. Před vrtáním polotovar pečlivě srovnáme. Aby otvor „neujel“ , vrtáme nejprve vrtákem 3,5 mm, pak 7 mm a nakonec 8,9 mm. Označíme si hrubý tvar ojnice a vyřízneme ji pilkou. Podle výkresu zhotovíme oba přípravky. Menší přípravek zasuneme do otvoru 3,9 mm a upneme jej svisle za průměr 8 mm do svěráku frézky. K Frézování materiálu použijeme rotační pilník ve tvaru 4 mm kuličky se stopkou o průměru 6 mm. Ojnicí nasazenou na přípravku pomalu pohybujeme z jedné strany na druhou a nástrojem postupně ubíráme materiál. Pokud potřebujeme u oka srazit hranu, posuneme nástroj o 1 mm ke středu a hranu srazíme. Před opracováním děleného oka na ojnici nasuneme kousek trubičky – získáme tak delší páku a uchráníme prsty před poraněním. Velké oko opracujeme stejným způsobem jako oko malé. Rameno ojnice opracujeme mezi hroty v soustruhu. Pokud použijeme svěrák a pilník bude to pracnější ale výsledek bude podobný. Po opracování ramena můžeme ojnici maticí M 8 upevnit přes podložku na větší přípravek a v soustruhu za použití nože s malým radiusem na každé straně páky (ne ok ojnice) asi 1 mm materiálu ubrat. Ojniční oko rozpojíme a v ose vyvrtáme vrtákem o průměru 1,6 mm mazací otvor. Před vrtáním šikmého mazacího otvoru upneme ojnici vodorovně do svěráku, vyvrtáme důlek a 3 mm vrtákem zajedeme do hloubky 1,5 –2 mm. Ojnici natočíme o 45° malým okem nahoru a vrtákem o průměru 1,6 mm mazací otvor dokončíme. Díly každé ojnice si označíme odlišně, abychom je nezaměnily. Pokud má klikový čep průměr nad 9 mm, otvor v ojnici upravíme výstružníkem 9H8; má-li nepatrně pod 9 mm, otvor výstružníkem neupravujeme. Zabroušení oka: oko ojnice rozpojíme, čep kliky namažeme střední zabrušovací pastou s olejem, ojnici nasadíme tak,aby při pohledu od spojky byl mazací otvor ojnice na levé straně, malé oko musí být nahoře. Šrouby v oku dotáhneme jen tolik, aby ojnice při pohybu nekladla příliš velký odpor. Kliku upneme do soustruhu a zajistíme otočným hrotem. Zapneme soustruh na malé otáčky a kousek úzkého prkénka přitlačujeme na spodek kliky, aby se ojnice neotáčela. Asi po 20 až 30 s zastavíme soustruh, přitáhneme šrouby tak,aby šlo s ojnicí s mírným odporem pohybovat, nakapeme olej a postup opakujeme. Kliku vyjmeme a před rozebráním ojnici s klikou vzájemně označíme; Vždy musí být na čepu s kterým byla zabroušena. Po označení ojnici sejmeme s čepu a vypereme i s klikou v benzínu. Čep namažeme olejem, namontujeme ojnici a dotáhneme šrouby oka. Pokud jde ojnicí pohybovat hodně ztuha, broušení opakujeme. Když jde s ojnicí s mírným odporem pohybovat, nakapeme olej a pomocí prkénka při menších otáčkách necháme asi 1 min. zabíhat. Po dokončení ojnici vypereme v benzínu a mazací otvor řádně propláchneme. U malého oka vyvrtáme mazací otvor a 3 mm vrtákem zhotovíme kalíšek. Otvor pro čep v malém oku ojnice dokončíme výstružníkem 4H8.
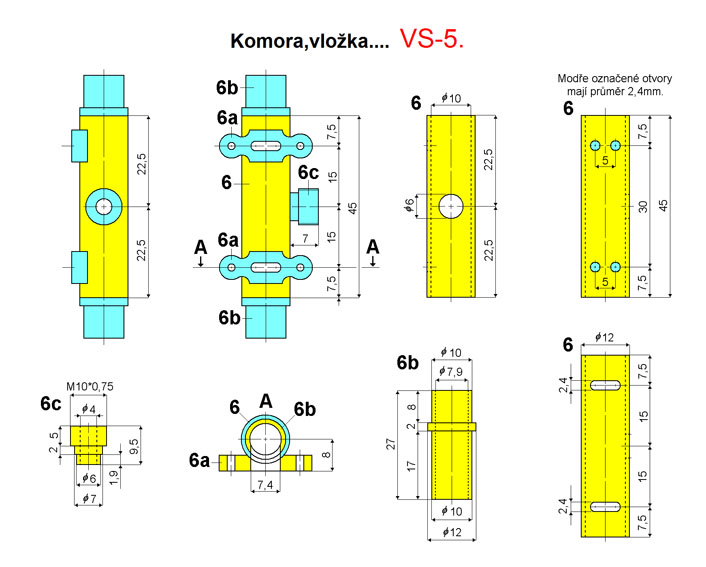
Válec,víka.VS-5.,Příruby,ventil.VS-5.,Komora,vložka.VS-5.
Válec 5 je zhotoven z kruhové tyče válcového bronzu o průměru 25 mm. Nejprve vyvrtáme otvor o průměru 12 mm a nožem upravíme na průměr 18mm. Pro odvodňovací ventily válce vyvrtáme otvory o průměru 3,2 mm a vyřízneme závity M 4. Před pájením zajistíme válec proti otočení kouskem drátu o průměru 3mm ohnutým do U s mezerou asi 12 mm. Přípravek dáme na šamotovou desku, válec vložíme do přípravku a usadíme na něj obě příruby 5a. Proti pohybu si můžeme příruby zajistit tak, že na ně položíme kousek 5mm oceli čtvercového průřezu. K ohřevu pro pájení stříbrnou pájkou můžeme použít hořák popsaný v RC revue 4/2006. Pájku (tavidlo) použijeme BO 680.Pájka obsahuje 40% stříbra, obal má růžovou barvu a tavící teplota je 680 °C. Před pájením ohřejeme díly na světlejší červenou barvu a potom teprve začneme pájkou jakoby škrtat o pájený spoj až se začne pájka tavit a prolne celým spojem. Pájku nedáváme příliš do plamene, steklo by nám velké množství růžového obalu (tavidla). Po vychladnutí díly mechanicky očistíme od tavidla a ponoříme je na 3hoď. do roztoku 1 dílu Larrinu (tekutý přípravek proti rzi a vodnímu kameni) a 15 dílům vody. Po opláchnutí vodou a osušením, válec upneme do universálky, mírně stáhneme čelisti, a otvor zvětšíme na 18,9 mm a snažíme se, aby povrch vnitřní stěny válce byl co nejhladší. Obě čela zarovnáme tak, aby délka válce odpovídala míře na výkresu. Otvor válce můžeme upravit výstružníkem 19h8 , nebo rovnou brousit přípravkem pro výbrus válce. Zhotovení přípravků nebudu popisovat, jsou vyrobeny z běžné oceli. Zadírání přípravků zabraňuje zabrušovací pasta s převodovým olejem. U všech přípravků pečlivě srazíme všechny hrany. Sestavený zabrušovací přípravek (zabrušovací trn) upevníme za průměr 10 do soustruhu, potřeme směsí, střední zabrušovací pasty a oleje. Válec nasuneme na přípravek, a pokud je na něm volný, nepatrně přitáhneme šroub, aby kónus roztáhl trn. Válcem musí jít rukou (v rukavici) bez námahy pohybovat,ale nesmí být volný. Na soustruhu nastavíme malé otáčky, kolem 100—200/min. Pokud na soustruhu malé otáčky nastavit nejdou, můžeme použít vrtačku s el.regulací otáček, nebo větší akumulátorový šroubovák s nastavením kroutícího momentu. Při zabrušování přejíždíme válcem po rotujícím přípravku zprava doleva, v intervalu jedné sekundy tam a zpět. Na pravou stranu můžeme polovinou válce přejíždět velký průměr přípravku. Když se válec uvolní, přípravek znovu namažeme zabrušovací směsí, nepatrně přitáhneme šroub a pokračujeme v posunování válce po rotujícím přípravku. Pokud jsme při soustružení neudělali hrubý povrch, stačí zabrušovat pět minut. Potom válec otočíme a znovu zabrušujeme asi dvě minuty s pastou, která je na přípravku, a přimažeme olejem. Zabrušovací přípravek hadrem očistíme, naneseme směs jemné zabrušovací pasty s olejem a asi dvě minuty zabrušujeme z jedné i druhé strany. Po opláchnutí válce v technickém benzínu by se měly na stěně objevit jemné stopy šroubovic s velkým stoupáním v obou směrech. Pro měření je nejlépe použít posuvné měřítko se stavěcím šroubem, tím můžeme přesně nastavit míru měřeného otvoru a poté mikrometrem na hrotech posuvky odměřit. Plášť parní komory 6 zhotovíme z mosazné trubky 12/1. Nejprve vyvrtáme čtyři otvory o průměru 2,4 mm, je nutné dodržet míry podle výkresu. Ovály zhotovíme konickým rotačním pilníkem, nebo krátkým vrtákem o průměru 2,2 mm zapuštěným v ocelové kulatině o průměru 6 mm (dvě desetiny na průměr 2,4 mm vzniknou rozhozením). Frézování provádíme při vyšších otáčkách. Příruby 5a a 6a zhotovíme z mosazné ploché tyče. Nejprve si uřízneme 4 kusy, každý o délce 55 mm. Na obou koncích si označíme vzdálenosti otvorů (i pro ovály), všechny krajní otvory přírub zhotovíme o průměru 2 mm u otvorů pro ovály 2,4 mm a odfrézujeme materiál mezi otvory oválu. Aby nám při frézování materiál polotovaru neuhýbal upneme do svěráku vždy dva polotovary na konci stažené šroubem M2 a frézou, nebo rotačním pilníkem o průměru 12 mm provedeme vybrání do hloubky 2 mm u obou polotovarů. Po uvolnění stáhneme šroubem M2 opačnou stranu, a nástrojem o průměru 25 mm provedeme totéž na opačné straně obou polotovarů. Z ocelové kulatiny o průměru 6 mm a délce 50 mm si stočením materiálu v délce 8 mm na průměr 2 mm, zhotovíme přípravek.Tento přípravek upneme svisle do svěráku průměrem 2 mm nahoru, nasadíme polotovar příruby a pomocí rotačního pilníku ve tvaru kuličky o průměru 4 mm opracujeme oka přírub. U přírub 6a převrtáme krajní otvory na průměr 2,5 mm a u 5a vyřízneme závity M2,5. Pro pájení přírub 6a stříbrem, si zhotovíme z drátu podobný přípravek jako při pájení válce s mezerou asi 6 mm. Dbáme na to,aby příruby nebyly překřížené. Vstupní hrdlo 6c zhotovíme tak, aby šlo do otvoru v plášti komory ztuha zasunout, a po srovnání jej připájíme stříbrem. Očištění parních komor provedeme již popsaným způsobem. Otvor v očištěné komoře upravíme výstružníkem 10H8. Vložky 6b zhotovíme z bronzové kruhové tyče o průměru 12 mm. Na delší straně zhotovíme průměr 10,04 mm a do obou komor 6 je nalisujeme. Po vyfrézování oválů parní komoru dokončíme vystružením vložek, výstružníkem 8H7. Vložky vystružíme tak, že začneme na jedné straně a vystružíme obě vložky najednou, aniž bychom přendávali výstružník. Pro vybroušení šoupátkových vložek 6b si z ocelové kulatiny zhotovíme podle výkresu přípravek na broušení otvorů vložek 6b. Před použitím přípravku srazíme všechny hrany jemným pilníkem a proříznutý materiál na konci asi o 1mm šroubovákem rozevřeme. Vložky 6b brousíme až po nalisování a úpravě otvoru výstružníkem. Na přípravek nasuneme komoru 6, rozříznutou část namažeme jemnou zabrušovací pastou s olejem. Přípravek zasuneme 30mm do universálky a čelisti stáhneme. Při malých otáčkách přejíždíme parní komorou 6 po rozříznuté části přípravku z jedné strany na druhou v intervalech asi 1 sec. Abychom nevybrousili kónus, musí komora 6 konec přípravku přejíždět o 20mm. Po 1min. komoru otočíme a postup opakujeme. Když dokončíme broušení, komoru s vložkami vypereme v benzínu. Vnitřní stěny vložek musí mít matový povrch. Víka 8 a 9 jsou mosazná. Vodící pouzdro 7 je bronzové a na konci má závit pro ucpávkovou matici. Před lisováním vodícího pouzdra do víka, výstružníkem 7H8 vystružíme hrdlo víka 8 jen tolik, aby šlo pouzdro 7 zasunout asi 3 mm do otvoru. Na pouzdro našroubujte ucpávkovou matici 7a, srovnáme je ve víku, a ve svěráku nalisujte. Pokud byste lisovali pouzdro bez použití ucpávkové matice mohlo by dojít k deformaci ucpávkové komory. Ucpávkovou matici 7a a sestavu odvodňovacího ventilu 12 není třeba popisovat. Použitý materiál je mosaz.
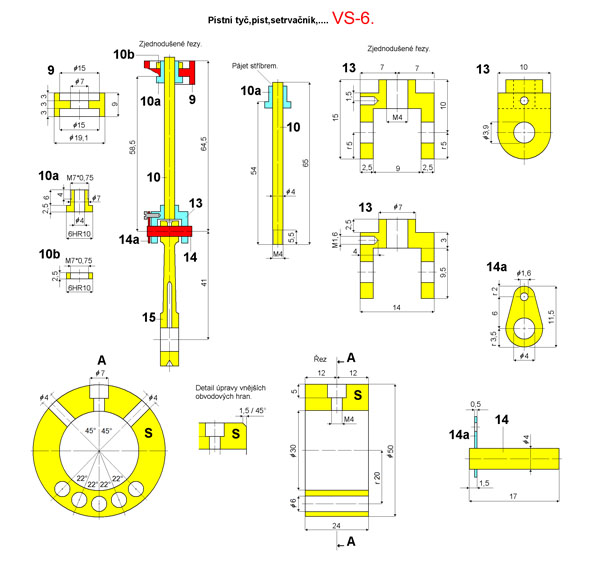
Pístní tyč,píst,setrvačník …..VS-6.
Pístní tyč 10 má průměr 4 mm a je z ocelové kulatiny zakoupené v modelářské prodejně; používá se na podvozky modelů letadel a má dostatečnou tvrdost. Před řezáním závitu konec pístní tyče vyhřejeme, aby materiál změkl. Tyč upneme do universálky, na vyhřáté straně zhotovíme nožem náběh pro závit, a pro dosažení pravého úhlu držák se závitovým očkem zajistíme koníkem. Závit řežeme ručně tak, že pootočíme závitovým očkem o 90°vrátíme se a opět pootočíme o dalších 90°až vyřízneme požadovanou délku závitu a pro mazání použijeme Ricinový olej. Pokud budeme řezat najednou, závit se nám potrhá. Ocelový držák pístu 10a zhotovíme na jedno upnutí a dbáme na přesné ustředění otvoru. K pístní tyči je držák 10a připájený stříbrnou pájkou. Matici 10b není třeba popisovat. Píst 9 zhotovíme z jemnozrnné litiny, nebo z hlazenky. Při vrtání dbáme na přesné ustředění otvoru a na povrchu pístu uděláme nožem, na řezání závitů, dvě mazací drážky ve tvaru V do hloubky 0,4mm ; vzdálenost drážky od kraje pístu je 2,5 mm. Průměr pístu zhotovíme o 0,03 mm větší, nežli je vnitřní průměr válce po výbrusu. Pro uchycení pístu si zhotovíme držák podle výkresu. Na broušení povrchu pístu si podle výkresu zhotovíme pouzdro. Po sražení hran vnitřek pouzdra v soustruhu vyhladíme pomocí přípravku pro výbrus válce. Držák s pístem upneme do universálky. Nastavíme malé otáčky, pouzdro namažeme zabrušovací směsí a nasadíme na píst. Pokud můžeme uvolníme si na soustruhu řemen. Pomocí větších kombinačních kleští držíme pouzdro tak, aby se štěrbina pouzdra mohla svírat. Při broušení pouzdro mírně kleštěmi svíráme a při přejíždění po pístu zleva doprava se snažíme,aby kleště s osou přípravku svíraly stále pravý úhel. Asi po minutě broušení přerušíme, očistíme píst a změříme jej. Když se přiblížíme míře válce na 0,01mm, zkusíme na očištěný, naolejovaný píst nasunout válec. Pokud to nejde, tak jej za pomoci jemné zabrušovací směsy přebrousíme. Když jde píst ztuha zasunout, broušení ukončíme. Píst i válec vypereme v benzínu osušíme a držák s pístem upneme do samotného sklíčidla. Píst i válec namažeme olejem a leštící pastou. Válec držíme v jedné ruce a druhou rukou zasouváme píst do válce, přičemž s ním stále otáčíme z jedné strany na druhou, a zase jej vysouváme zpět. Když jde píst zasunout skrz celý válec, je výbrus hotový. Po opláchnutí v benzínu si obě části označíme. Vidlici 13 zhotovíme z mosazné tyče o tl.10mm běžným způsobem, a před vyříznutím závitu M4 si do otvoru pro čep zasuneme kousek 4mm kulatiny a vidlici ve svěráku srovnáme. Je nutné aby závitník svíral s kulatinou pravý úhel. Pro snadnější manipulaci si před opracováním ok do vidlice zašroubujeme svorník 3b. Pro opracování ok vidlice upevníme do svěráku frézky kousek materiálu, použitý na pístní tyče, a obě oka opracujeme podobným způsobem jako u ojnic. Ojniční čep 14 zhotovíme z jehly používané do jehlových ložisek. Sežene se v prodejnách ZKL. Příruba čepu 14a je mosazná a k čepu je přiletovaná cínem. Před letováním navlékneme na čep kousek silikonové hadičky, nasadíme přírubu a po srovnání pájíme z vnější strany cínem. Podle příruby čepu vyvrtáme do vidlice otvor o průměru 1,2mm a vyřízneme závit pro zajišťovací šroubek M1,6. Setrvačník S je mosazný. Ještě než přistoupíme k sražení vnějších hran setrvačníku, vyvrtáme 5 vyvažovacích otvorů o průměru 6mm. Na posuvném měřítku si nastavíme 5mm. Rameno měřidla posunujeme po obvodu setrvačníku, a hrotem druhého ramene rýsujeme část kružnice na které budou středy vyvažovacích otvorů. Vyvažovací otvory před montáží zalijeme olovem, tvoří protiváhu klikových čepů. Setrvačník upevníme na klikový hřídel tak, aby oba klikové čepy o průměru 9mm byly na opačné straně, než jsou vyvažovací otvory. Zajištění setrvačníku provedeme pomocí šroubu M4, Jelikož stroj při zkouškách vibroval bylo třeba pomocí otvorů v setrvačníku zalitých olovem vyvážit klikový mechanizmus. Snímek setrvačníku byl pořízen před jeho úpravou, proto je bez vyvažovacích otvorů. Dva otvory o průměru 4mm slouží pro zajištění setrvačníku při utahování matic 24.
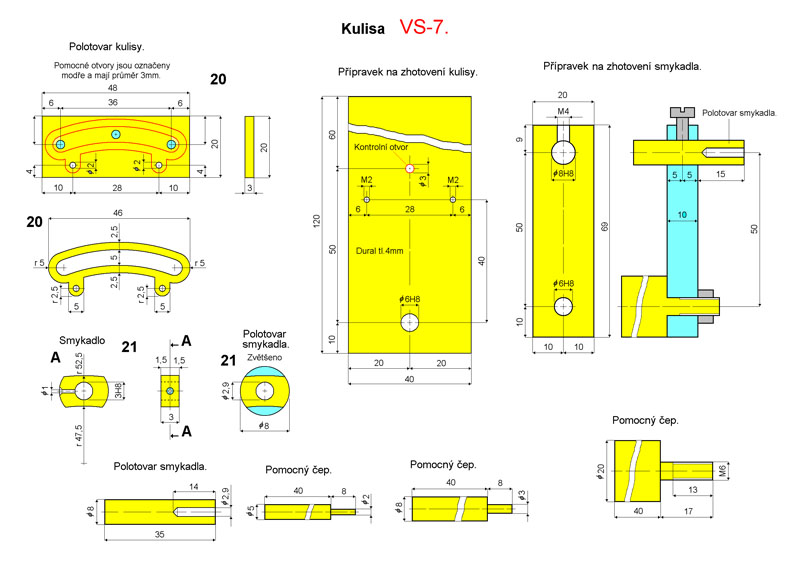
Kulisa VS-7.
Kulisa 20 je mosazná. K jejímu zhotovení budeme potřebovat přípravek a 3 pomocné čepy. Přípravek pro kulisu parního stroje a přípravek smykadla, je totožný s přípravky zveřejněnými v RCr 6-8 2007. Při frézování kulisy bude nástroj zajíždět také do přípravku a proto jsem zvolil dural. Frézu použijeme stejnou jako na ojnici. U polotovaru 20 vyvrtáme pouze otvory o průměru 2mm, pomocné otvory označené modře nevrtáme. U přípravku na délce 120mm nezáleží, je kvůli snadnějšímu ovládání při frézování kulisy. Rozteče všech otvorů přípravku, včetně kontrolního přesně dodržíme. Polotovar kulisy 20 připevníme k přípravku šrouby M2, přípravek otočíme polotovarem kulisy dolů, a skrz kontrolní otvor přípravku, vyvrtáme stejný otvor v polotovaru kulisy. Pomocný čep se závitem M6 zasuneme do přípravku, závitem k polotovaru kulisy, a přes podložku mírně přitáhneme matkou a kontramatkou zajistíme proti povolení. Přípravek upneme za průměr 20mm do svěráku frézky a pomalu frézujeme vnější radius tak, aby mezi okrajem kontrolního otvoru a obloukem zůstalo 3,8mm materiálu. Spodní oblouk u kulisy frézujeme tak, aby šířka kulisy byla 10,6mm (na výkrese je 10mm). Střední oblouky ještě nefrézujeme. Podle kontrolního otvoru si nastavíme vzdálenost,natočíme přípravek a vyvrtáme do 20 oba pomocné otvory. Na horní straně si kulisu označíme a sundáme ji z přípravku. Do svěráku frézky upneme pomocný čep s průměrem 3mm, na něj nasadíme kulisu a frézujeme krajní oblouky. Malý pomocný čep použijeme na oka kulisy s r 2,5mm. Kulisu upevníme k přípravku označením nahoru a frézujeme střední oblouky na šířku 4mm tak, aby horní i spodní oblouk měly stejnou šířku. Abychom docílili hladké dráhy pro smykadlo použijeme při dokončování větší otáčky a odfrézováním 0,5mm z každého oblouku upravíme šířku mezi oblouky na 5mm. Z bronzové tyče o průměru 8mm zhotovíme polotovar smykadla a podle výkresu upevníme v přípravku. Pomocný čep přípravku upneme do universálky a z obou stran polotovaru ubereme stejnou tloušťku materiálu. Smykadlo musí jít do kulisy zasunout ztuha. Bronzový polotovar vyjmeme z přípravku a podle výkresu v soustruhu smykadlo dokončíme. Šroub M3/20 zasuneme do smykadla a do 6mm otvoru v přípravku smykadla, na šroub nasadíme podložku a matkou obě části stáhneme. Vnitřek kulisy namažeme zabrušovací pastou s olejem a kulisou přejíždíme z jedné strany na druhou. Když jde kulisou bez odporu posunovat do krajních poloh, oba díly v benzínu umyjeme a označíme si je.
Objímka,excentr,šoupátko…VS-8.
Objímka 17 je bronzová, otvory o průměru 1mm vrtáme až po připájení dílu 17a. Díl 17a je mosazný k objímce jej připájíme stříbrnou pájkou. Excentr 16 je mosazný. Nesmíme si zapomenout ryskou označit střed otvoru přes celý excentr, aby zářez 1mm který označuje vrchol výstředníku, byl na správném místě. Průměr 17mm u výstředníku zhotovíme nepatrně větší než je průměr otvoru v objímce asi 0,04. Oba díly 17 a 16 vzájemně slícujeme, pomocí zabrušovacího přípravku 1. Vidlice 19 je z mosazného šestihranu 7mm (6HR7). Spojovací tyč 18 zhotovíme ze svářecího drátu o průměru 2,5mm. Šoupátko 22 je ocelové. Průměr šoupátka zhotovíme asi o 0,02mm větší než je průměr otvoru vybroušených vložek parní komory. Podle výkresu si zhotovíme ocelové pouzdro pro zabroušení šoupátka 22. Stranu na které bude kulisa, upneme v délce asi 15mm do universálky. Vnitřek pouzdra namažeme střední zabrušovací pastou s olejem. Pouzdro nasadíme do ozubeného oválu kombinačních kleští tak, aby drážka směřovala k naší ruce. Nastavíme malé otáčky a za chodu nasuneme pouzdro na šoupátko a přejíždíme z jedné strany na druhou. Pozor na úzké části šoupátka, rychle se obrušují. Hotové šoupátko by mělo jít ztuha nasunout do vložky. Konečné zabroušení provedeme jemnou zabrušovací pastou s olejem tak, že se snažíme šoupátko krouživými pohyby na obě strany zasouvat do komory 6 a opět vysouvat ven. Čep smykadla 22a je ze stejného materiálu jako pístní tyč a má průměr 3mm. Před řezáním závitu materiál vyhřejeme a po dokončení čep zakalíme v oleji.
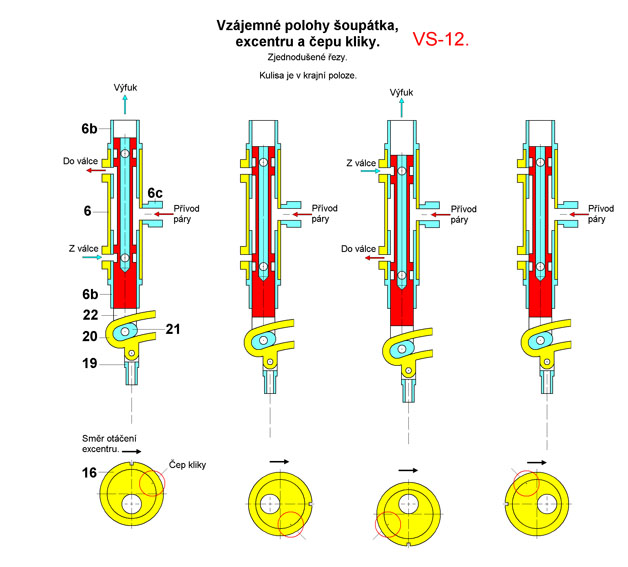
Sestavení stroje. Na klikový hřídel nasuneme setrvačník a zajistíme jej šroubem.Ojnice nasadíme podle označení na čepy kliky. Při pohledu od hřídele pro spojku mají být mazací otvory ojnic na levé straně. Na delší hřídel kliky nasuneme podložku 23, čelo stojanu 2 s kuličkovým ložiskem (ložisko kulisy 2a musí být při pohledu od spojky na pravé straně), podložku 23a, dva excentry 16, malými průměry k sobě, a vše lehce stáhneme matkou 24. Na druhé hřídeli kliky vše opakujeme. Na čela stojanu 2 upevníme pomocí šroubů M3 spodní desku válců 3. Po srovnání a mírném stažení šroubů, položíme sestavené díly deskou 3 na stůl. Na čela stojanu položíme základnu 1, delší stranou k hřídeli pro spojku. Na jednom čele si povolíme šroub pro zajištění ložiska, a základnu stojanu 1 šrouby M3 upevníme. Na držák pístu 10a s připájenou pístní tyčí 10, nasadíme píst 9 který zajistíme matkou 10b a pomocí dvou trubkových klíčů matku dotáhneme. Rozhodně neupevňujeme při dotahování matky pístní tyč do svěráku, poškodili bychom její povrch. Na pístní tyč nasuneme víko 8 s pouzdrem 7 a ucpávkovou maticí 7a. Pístní tyč zastrčíme do otvoru pro víko, na ní našroubujeme vidlici 13 a pomocí čepu 14 ji s ojnicí 15 spojíme. Když máme oba čepy na místě, zajistíme je šroubky M1,6. Do desky 3 našroubujeme 5 mosazných svorníků 3b. Povolíme šroub kuličkového ložiska, prsty tlačíme víka na desku a otáčíme pomalu setrvačníkem. Když bude píst v dolní úvrati, měla by mezi víkem a pístem být vůle 0,5mm. Píst nesmí do víka narážet! Na spodní víka dáme papírové těsnění, potřené olejem. Na písty nasuneme válce, každý k svému pístu, a s otvory pro odvodňovací ventily 12, při pohledu od hřídele pro spojku, na levé straně. Na válce nasadíme víka 9 s těsněním. Desku 4 nasadíme na svorníky a zajistíme matkami M4. Oba válce srovnáme a mírně dotáhneme matky M4. Klikový hřídel usadíme tak, aby se ojnice nekřížily a kuličková ložiska zajistíme mírným dotažením bočních šroubů M3. Všechny kluzné části namažeme olejem a zkusíme otáčet setrvačníkem. Pokud písty nenarážejí do vík, můžeme malými otáčkami rozchodit stroj, pomocí vrtačky s elektronickou regulací otáček. Po rozhýbání stroje vyšroubujeme ucpávkovou matku 7a. Do kapsy pouzdra 7 dáme ucpávku. Na utěsnění pístní tyče můžeme použít provázek získaný rozpletením 8mm grafitové ucpávky, nebo 3mm proužek dlouhý asi 40mm, odstřihnutý z teflonové pásky. Používá se pro utěsnění závitových spojů vodovodních potrubí. Při použití první varianty obtáčíme, po směru hodinových ručiček, těsnící provázek kolem pístní tyče a zasouváme jej do pouzdra 7, když je ucpávková kapsa plná, přidáme ještě dva závity,nakapeme olej, zbytek provázku ustřihneme a našroubujeme ucpávkovou matku 7a. Při použití druhé varianty namažeme proužek teflonové pásky na obou stranách mazacím tukem, a páskou obtáčíme pístní tyč po směru hodinových ručiček, na průměr asi 5,5mm. Natočenou pásku zasuneme do ucpávkové kapsy a ještě dva, nebo tři, závity přidáme. Zbytek odstřihneme a našroubujeme ucpávkovou matku 7a. Pomocné úhelníky 2b upevníme pomocí šroubů tak, aby pístní tyč, při pohybu procházela stále středem pouzdra 7 a nevychylovala se z jeho osy. Pokud otvory v pomocném úhelníku 2b brání přesnému seřízení, upravíme je jehlovým pilníkem. Do šoupátka 22 nasadíme kulisu 20 spolu se smykadlem 21, našroubujeme čep 22a a matkou M3 jej zajistíme. Na spojovací tyče 18 našroubujeme matky M2,5 a vidlice 19. Excentry osadíme objímkami podle vzájemného označení a výřezy excentrů nastavíme podle výkresu na 31mm. Při nastavování excentrů musí být klikový čep i píst u nastavovaných excentrů v horní poloze. Spojovací tyče zašroubujeme do dílů 17a. Šoupátko 22 s kulisou upevníme do vidlic 19 tak, aby zajišťovací matka M3, šoupátkového čepu 22a, směřovala ke stojanu. Při pohledu od hřídele spojky mají být oba vnější excentry připojeny ke kulisám na levé straně a vnitřní ke kulisám na straně pravé. Nastavení šoupátek 22.(Vzájemné polohy šoupátka VS-12.) Vnější excentr nastavíme výřezem nahoru, šoupátko přesuneme do krajní polohy kulisy a pomocí závitů tyče a vidlice jeho polohu upravíme. Při kontrole nastavení musí být šoupátko v ose stojanu. Po nastavení horní polohy šoupátka otočíme setrvačníkem o 180° aby výřez excentru byl ve spodní poloze, viz snímky: „Horní poloha šoupátka“ a „Dolní poloha šoupátka“. Pomocí setrvačníku nastavíme druhý excentr výřezem do horní polohy, šoupátko v kulise přesuneme do druhé krajní polohy a seřízení opakujeme. Matky M2,5 ještě nedotahujeme. Stejným způsobem nastavíme polohy i u druhého šoupátka. Podle tvaru příruby 6a si zhotovíme z papíru, od krabičky na čaj, 4 těsnění. Šoupátka 22 a zhotovené těsnění namažeme olejem. Parní komory 6, nasuneme každou na své šoupátko, mezi příruby vložíme těsnění a šrouby M2,5 příruby 5a a 6a stáhneme. Otočením setrvačníku nastavíme píst do horní polohy. Kulisu nastavíme do střední (mrtvé) polohy, a srovnáme ji, aby při pohledu z hora byla rovnoběžná se stojanem. Natočením spojovací tyče 18 srovnáme objímku 17 tak, aby se celou boční plochou dotýkala límce excentru. Matkou M2,5 polohu tyče v dílu 17a zajistíme, a druhou matkou M2,5 zajistíme vidlici 19. Při dotahování matek přidržujeme spojovací tyč kleštěmi aby se neotáčela. Když má kulisa připojené obě spojovací tyče provedeme kontrolu objímek i kulisy a případné nedostatky odstraníme pootočením spojovací tyče. Při přesouvání z jedné polohy na druhou musí být dráha kulisy rovnoběžná s čelem stojanu a objímky nesmí být na excentrech zkřížené.
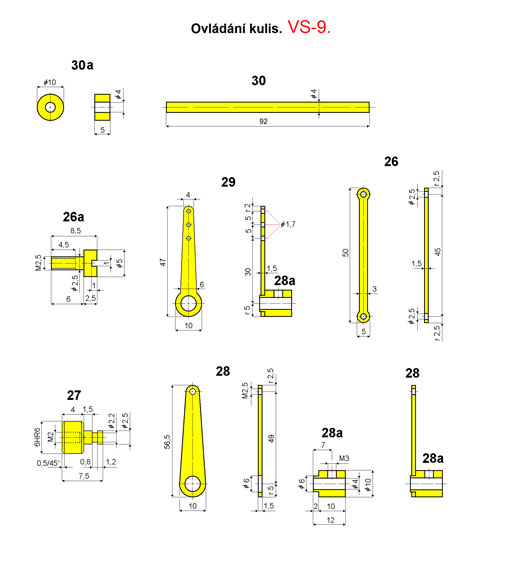
Ovládání kulis. VS-9. Celá sestava ovládání kulis je vidět na snímcích. Odlišuje se pouze v umístění táhla 26 uprostřed kulisy. Pojistky pro zajištění táhla 26 k dílu 27 jsou na průměr 2mm. Díly 30a jsou vymezovací podložky mezi ložisky 2a a 28/28a. Oka u táhel zhotovíme stejným způsobem, jako oka ojnic. Páku 29/28a umístíme mezi ložiska 2a. Na táhle od serva zhotovíme odpružení ve tvaru V. Výchylky serva nastavíme tak, aby kulisa u obou stran nedojížděla na doraz, měla by mít asi 2mm reservu. Kulisový rozvod seřídíme tak, aby se obě kulisy pohybovaly stejně, obě páky 28 se musejí krýt. U odvodňovacích ventilů 12 nejprve vyzkoušíme zda nezasahují do dráhy pístu, pokud ano o 0,5mm závit zkrátíme. Pro utěsnění použijeme konopí a fermežovou barvu, nebo Hermetik.
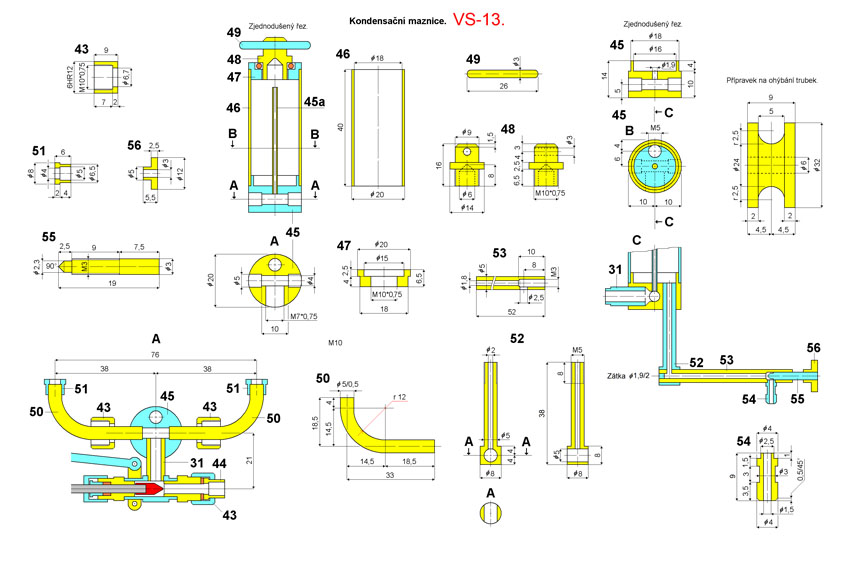
Kondensační maznice VS-13. Všechny označené díly maznice jsou mosazné, mimo oblouků 50 je pájení provedeno cínem.Těsnění pod zátku 48 je O kroužek 14/10/2mm. Z duralu si nejprve zhotovíme přípravek na ohýbání oblouků 50. Přípravek přitáhneme matkou M6 k pomocnému čepu a upevníme do svěráku. Mosaznou trubku o průměru 5/0,5mm (sežene se v modelářských prodejnách), ohřejeme nad plamenem plynového sporáku, na světle červenou barvu a necháme volně vychladnout. Trubku vložíme do žlábku v přípravku a při ohýbání ji táhneme, aby se nezlomila. Na kratší strany oblouků 50 nasadíme díly 51, navlečeme převlečné matky 43, oblouky 50 zasuneme do dílu 45, srovnáme a všechny spoje pájíme, stříbrnou pájkou.Trubička 45a má průměr 2mm, délku 35mm. Na jedné straně zhotovíme náběh, opatrně ji naklepneme do otvoru v dílu 45 a cínem připájíme. Do trubičky zastrčíme ocelový drát 0,8mm,u konce trubičku kleštěmi zmáčkneme tak, aby vznikl otvor o průměru 0,8mm a drát vytáhneme. Díl 54 k dílu 53 pájíme stříbrnou pájkou. Díl 31 je součástí regulačního ventilu a našroubujeme jej až po zhotovení regulačního ventilu. Ostatní neurčené díly jsou pájeny cínem.
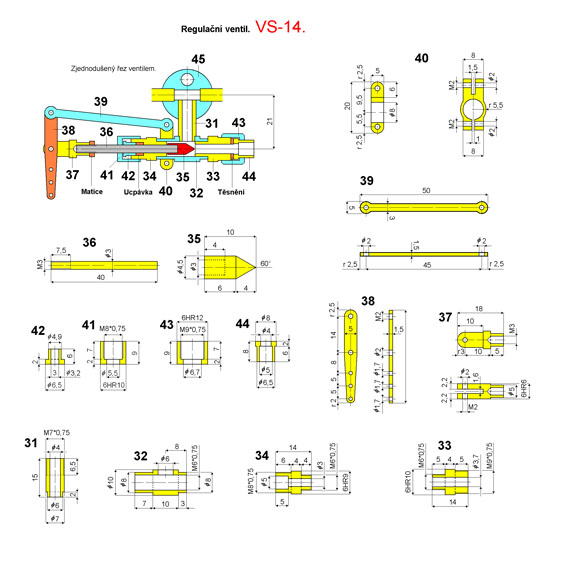
Regulační ventil VS-14. Všechny očíslované díly ventilu jsou mosazné. Díl 31 a 32 pájíme stříbrnou pájkou. Po očištění našroubujeme díl 31 do dílu 45 a po srovnání cínem připájíme. Oka táhla 39, páky 38 a vidlice 37 zhotovíme pomocí čepu na frézce. U dílu 35 dodržíme pokud možno úhel 60°. Při větším úhlu rozevření se snižuje schopnost ventilu regulovat množství páry. Pro spojení pákového mechanismu ventilu použijeme šrouby M2 s válcovou hlavou a matky. Ostatní díly není třeba popisovat. K utěsnění dílů 32 , 33 a 34 použijeme konopí. Ucpávku ventilu zhotovíme již popsaným způsobem. Výfukové potrubí tvoří mosazná trubka o průměru 10/1mm a k ní jsou připájena měděná topenářská kolínka o průměru 10mm na jedné straně s hrdlem o průměru 12mm. Pájení provedeme cínem, nebo stříbrnou pájkou. Hrdla kolínek výfuku jsou utěsněna silikonovými hadičkami. Hadičky o vnějším průměru 10mm a délce 12mm, navlékneme na vložky 6b, a na ně nasuneme kolínka, v opačném případě se nám hadičky zasunou do kolínek. Po jízdách doporučuji výfukové potrubí sejmout,otevřít odvodňovací ventily válců, rukou protočit parní stroj, olejem promazat šoupátka a opět stroj rukou protočit,aby olej pronikl i do válců. Pokud nebudou delší dobu šoupátka ošetřena olejem- zareznou.
Řazení výkresů.: Snímek :
- Stojan 1. VS.1.
- Stojan 2. VS-2. ——————————- Stojan s ložisky.
- Pomocné úhelníky.VS-2. ——————— Pomocné úhelníky.
- Klikový hřídel.VS-3. ————————— Klikový hřídel.
- Ojnice. VS-4.
- Válec,víka……VS-5.
- Příruby,ventil….VS-5.
- Komora,vložka….VS-5.
- Zabrušovací přípravky.
- Pístní tyč,píst,setrvačník…VS-6 ————–Ojnice,válec,víka…..
- Kulisa. VS-7.
- Objímka,excentr,šoupátko..VS-8. ———— Objímka,excentr,šoupátko….
- Ovládání kulis.VS-9.————————Ovládání kulis a Ovládání kulis-spojka.
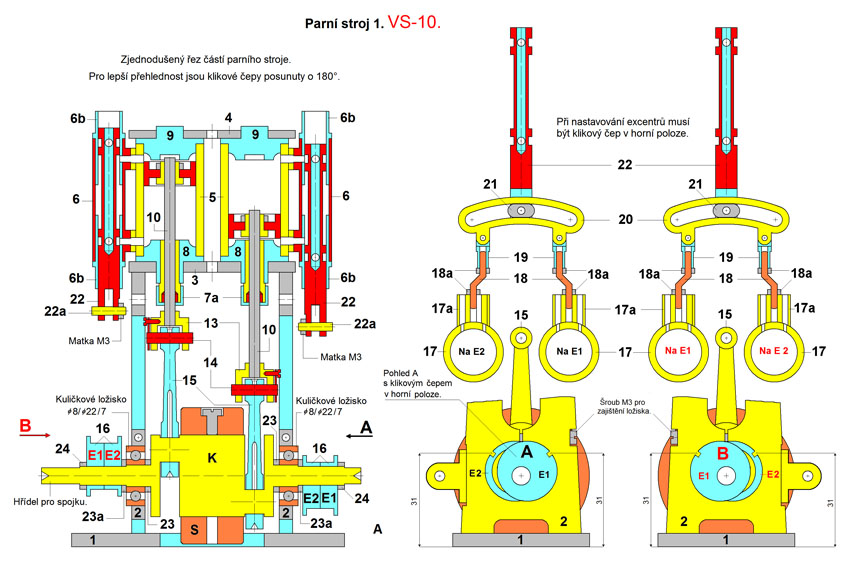
- Parní stroj 1. VS-10. —————————– Ovládání kulis.1. a 2 .
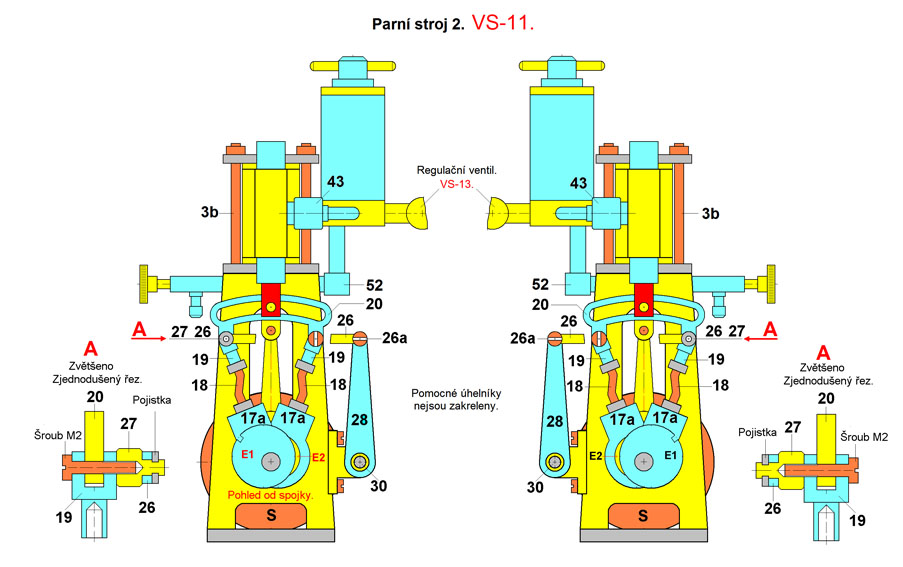
- Parní stroj 2. VS-11. —————————-Parní stroj.
- Vzájemné polohy šoupátka..VS-12. Dolní poloha šoupátka a Horní poloha šoupátka.
- Kondensační maznice. VS-13.
- Regulační ventil. VS-14. ——————– Výfukové potrubí.